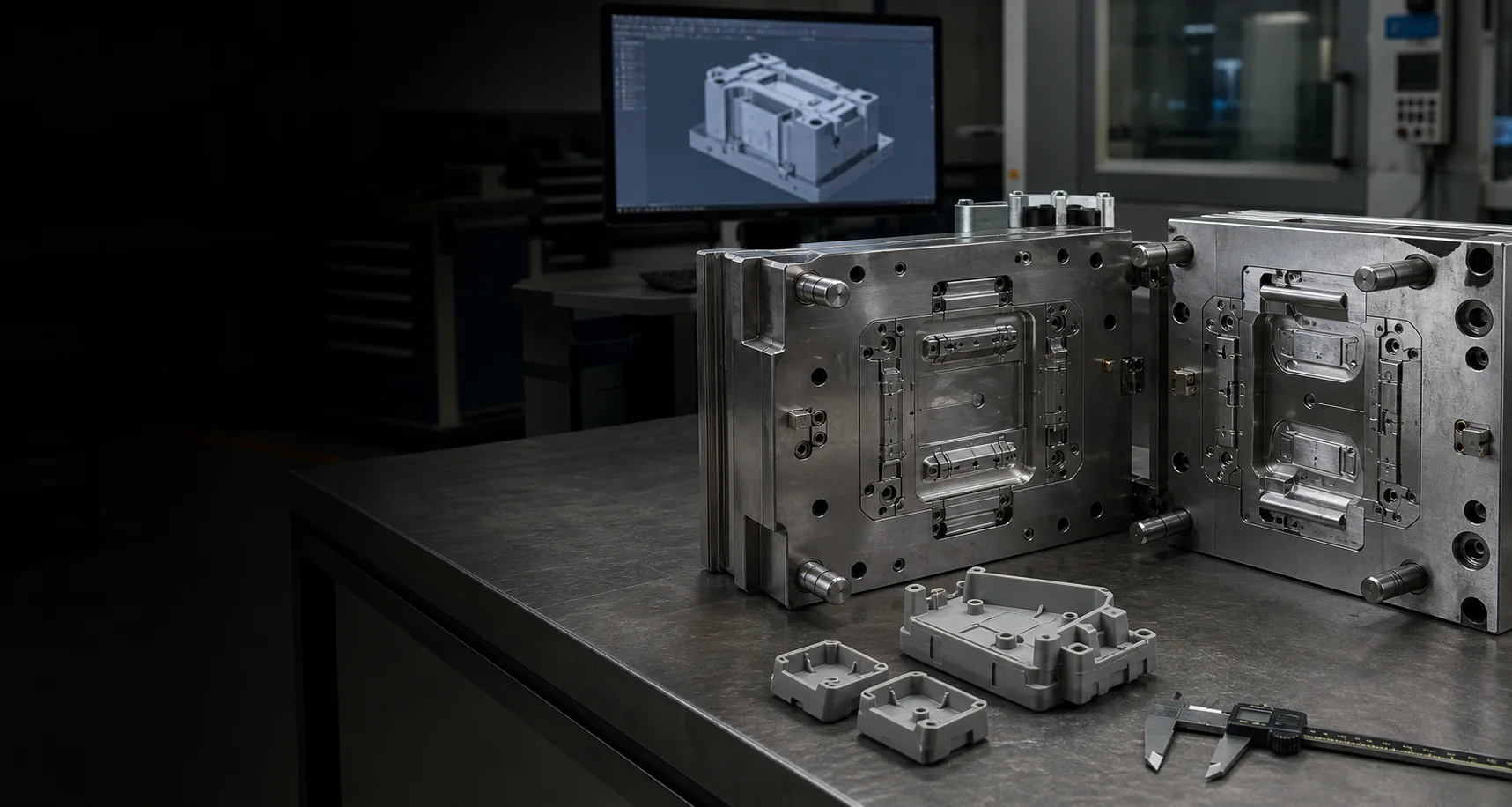
Build better injection molds before production risk gets expensive.
We review CAD-ready plastic parts for DFM risk, mold structure, steel choice, gating, cooling, ejection and T1 sample requirements before your tooling investment becomes difficult to change.
Start with part type, file status and tooling purpose. CAD files can be shared now or after our first reply.
Mold mistakes are expensive after steel is cut.
The site is built around the decision that matters most: make tooling risk visible before mold steel, T1 samples and production commitments lock in cost.
Wall, draft, ribs and bosses
Sink, weak bosses, poor draft and abrupt wall transitions can force expensive rework after T1.
Parting line, gate and ejection
Visible marks, poor flow and difficult ejection should be discussed before mold design approval.
Sliders, lifters and inserts
Undercuts and captured hardware can change mold cost, schedule and maintenance requirements.
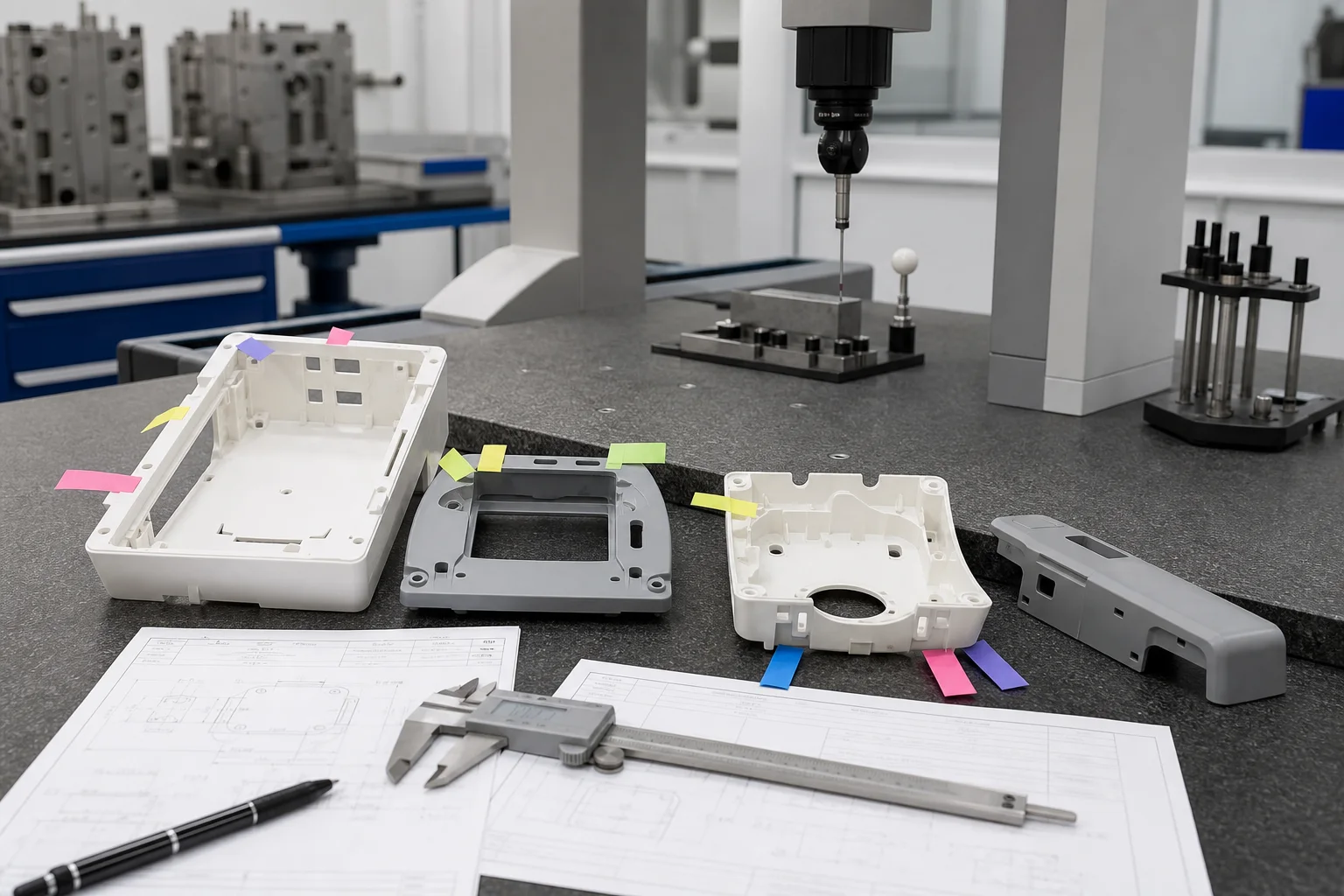
T1 sample approval
First samples need clear dimensional, cosmetic, material and correction criteria before handoff.
Choose the route that matches the buyer stage.
A tooling site should not force every inquiry into the same quote path. It should sort CAD-ready, prototype-ready, export mold and rescue projects differently.
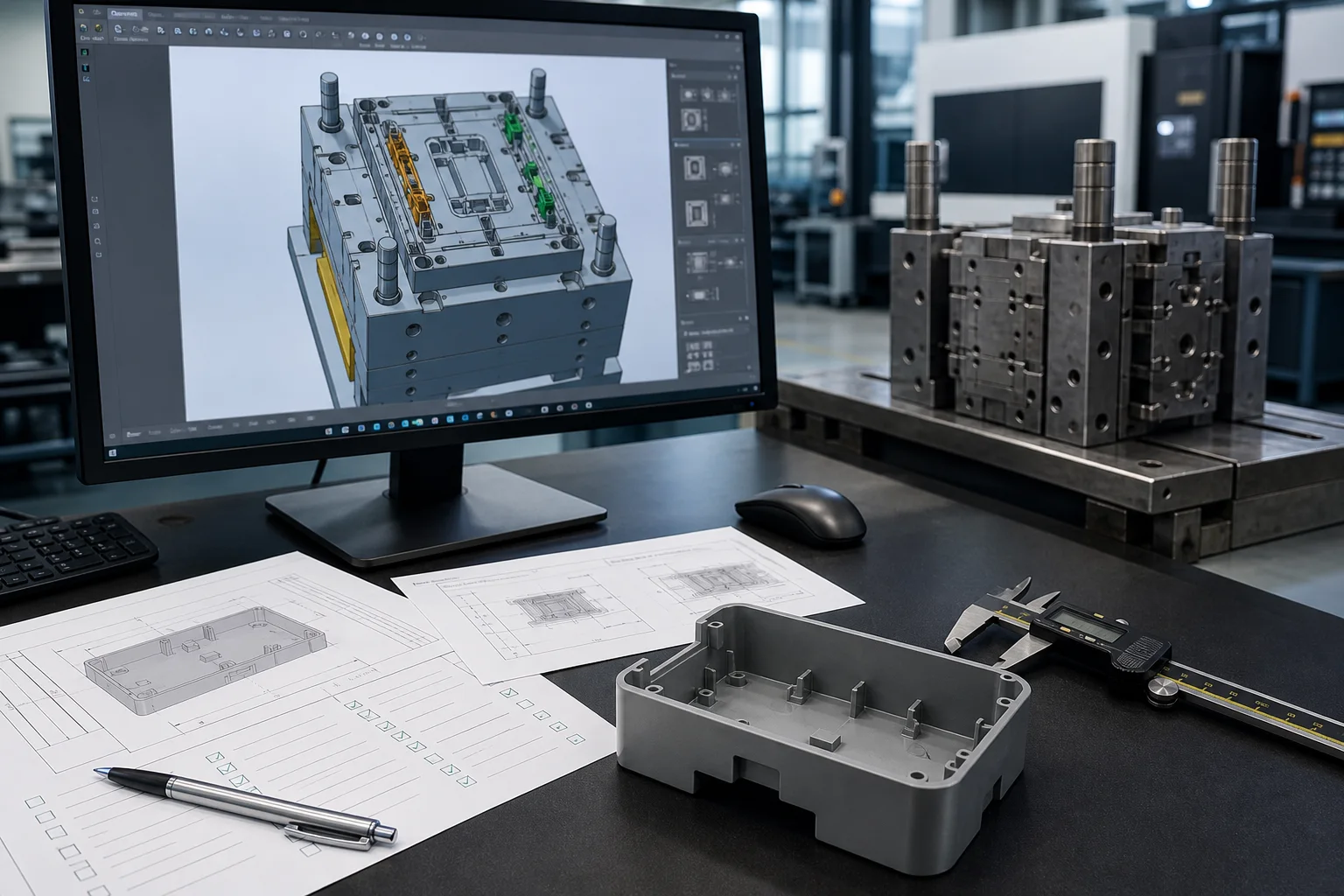
Injection Mold Design
DFM, mold concept, parting line, gate, runner, cooling, ejection, slider and steel decisions before mold build.
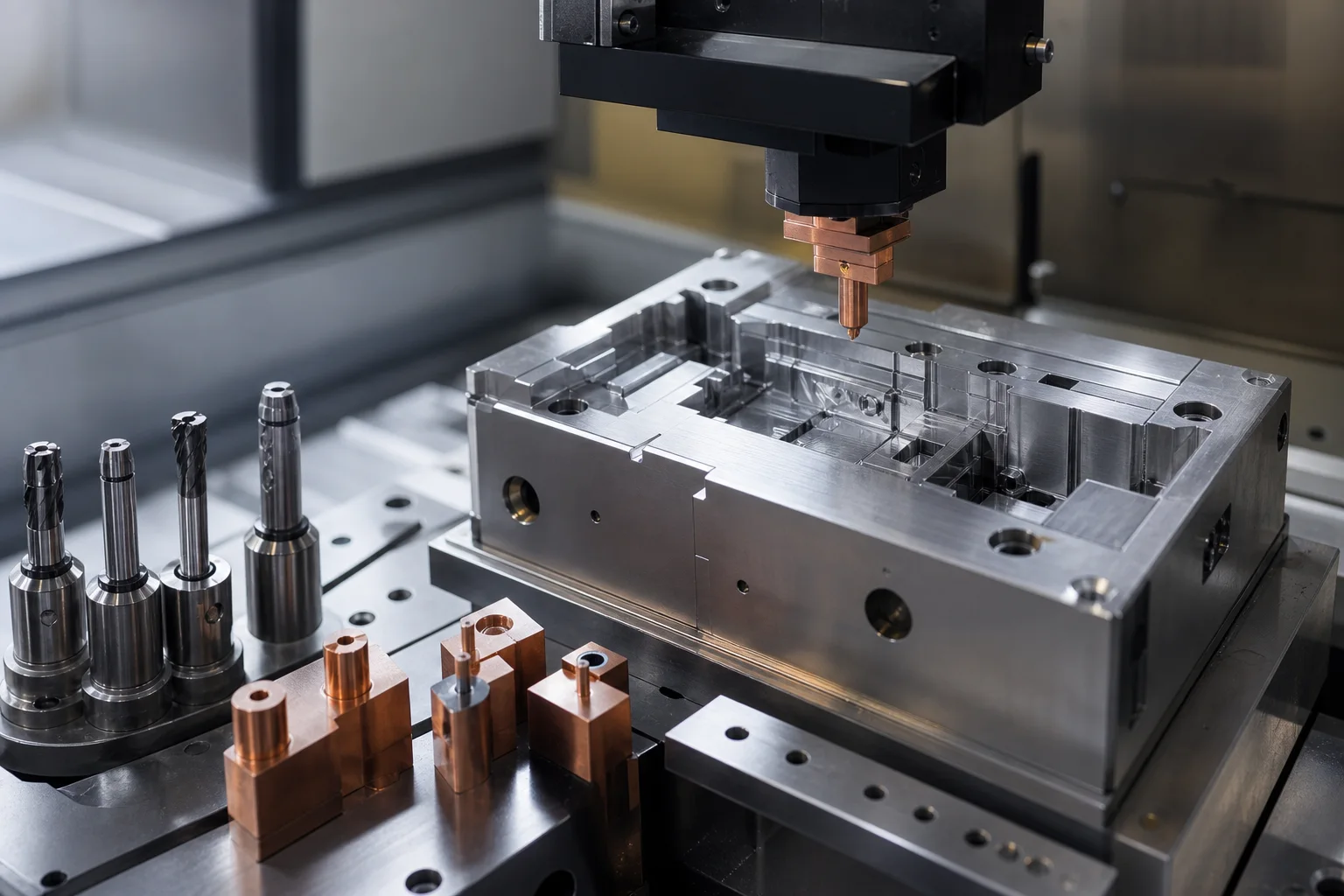
Injection Mold Manufacturing
Mold steel, CNC, EDM, wire cutting, fitting, assembly, T1 trial and correction tracking for plastic injection molds.
Prototype & Bridge Tooling
Prototype molds and bridge tooling for real-resin samples, pilot validation and market testing before full production mold investment.
Export Injection Molds
Injection molds built in China for shipment to overseas molders, with documentation, spare parts, packing and acceptance checks.
Mold Modification & Repair
Engineering-change, supplier-rescue and tooling correction support for molds with T1 issues, flash, warpage, sink, ejection or fit problems.
From RFQ inputs to mold acceptance.
The process should show what the buyer receives at each stage, not just that a mold is being made.
Make quote assumptions visible.
High-quality tooling inquiries clarify the assumptions behind price, schedule and sample quality.
| Capability area | Buyer-facing proof to prepare |
|---|---|
| File intake | STEP, STP, IGES, X_T, SLDPRT, SLDASM, 2D drawings, sample photos and ZIP packages. |
| Mold purpose | Prototype mold, bridge mold, production mold, export mold, mold rescue or engineering change. |
| Mold structure | Single cavity, multi-cavity, family mold, hot runner, cold runner, slider, lifter, insert or unscrewing. |
| Mold steel | P20, 718H, H13, S136, 420 or project-specific steel selected by resin, texture, polish and expected shots. |
| T1 review | Dimensions, appearance, gate marks, assembly fit, material confirmation, correction list and buyer approval gate. |
| Export handoff | Mold drawing package, spare list, trial report, packing photos, anti-rust protection and shipping checklist. |
This site connects the full B2B manufacturing chain.
ToolingPilot owns the tooling-risk step between product design and injection molding production. It should naturally direct early concepts backward and approved molds forward.
Need product design or CAD cleanup?
Early concepts, unstable geometry and missing CAD should start with industrial design or product development.
Need injection molding production?
Approved samples can move into bridge runs, production molding, quality documentation and repeat orders.
Need retail or shipping packaging?
Molded products can move into packaging structure, inserts, labels, manuals and export cartons.